歡迎來到上海毓翔,公司主營產品:直通視鏡,管道視鏡,呼吸人孔,阻爆轟型阻火器

Professional petrochemical equipment providers



更新:2020-07-23 02:50:16 點擊:190
產品品牌:
產品型號:
產品描述:
氮封閥、氮封閥價格、氮封閥廠家。...售前咨詢:400-8166-958/173-0216-8903
| 公稱通徑DN(mm) | 15 | 20 | 25 | 40 | 50 | 65 | 80 | 100 |
| 額定流量系數(Kv) | 5 | 7 | 11 | 30 | 48 | 75 | 120 | 190 |
| 額定行程(mm) | 8 | 8 | 8 | 10 | 15 | 20 | ||
| 介質溫度(℃) | ≤80 | |||||||
| 調節精度 (%) | ≤10 | |||||||
| 允許泄漏量 (l/h) | 10-4X閥額定容量 | |||||||
| 差壓調節范圍(KPa) | 執行機構膜室有效面積(cm2) | 使用閥門口徑(mm) | |
|
0.5~5.5,5~10,9~14,13~19, 18~24,22~28,26~33,31~38, 36~44,42~51,49~58,56~66, 64~78,76~90,88~100 |
100 | 15~50 | 根據要求的差壓調節范圍選擇相應的設定彈簧 |
| 280 | 65~100 | ||
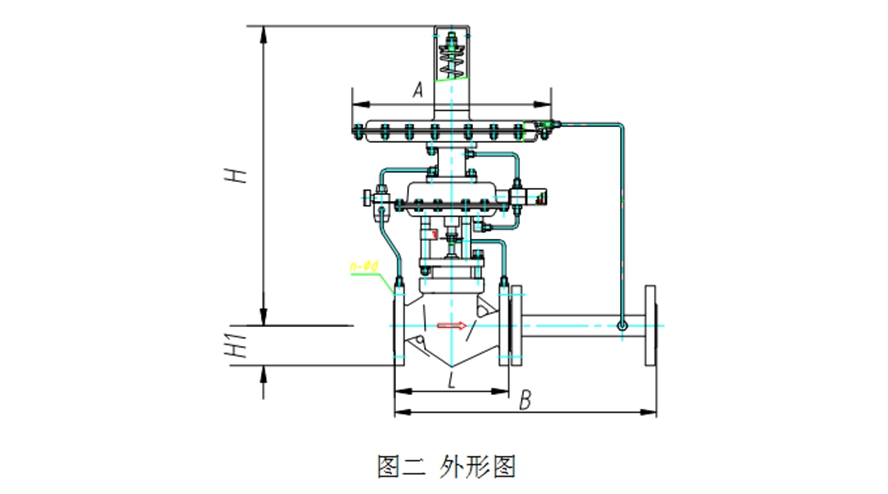
| 公 稱 通 徑 | 15 | 20 | 25 | 40 | 50 | 65 | 80 | 100 |
| ΦA | 195 | 280 | ||||||
| L | 140 | 150 | 160 | 200 | 230 | 290 | 310 | 350 |
| H | 275 | 285 | 337 | 344 | 344 | 386 | 396 | 406 |
| 重量(Kg) | 11 | 12 | 13 | 17 | 20 | 28 | 38 | 40 |

上一篇:液壓安全閥
下一篇:沒有了
阻爆燃型阻火器的優勢
2024-01-16呼吸人孔的作用
2023-12-07阻爆轟型阻火器的工作原理
2023-11-09選用阻爆燃型阻火器的考慮因素
2023-10-10阻爆燃型阻火器適用的環境
2023-09-06管道視鏡的材料
2023-08-08三種常用的直通視鏡
2023-07-27袋式過濾器的一些使用知識
2023-06-20



